METHOD
201A - DETERMINATION OF PM10 EMISSIONS
(Constant
Sampling Rate Procedure)
1. Applicability
and Principle
4.1.2 Preliminary
Determinations.
4.1.3 Preparation of
Collection Train.
4.1.5 Method 201A Train
Operation.
4.1.6 Calculation of
Percent Isokinetic Rate and Aerodynamic Cut Size (D50 ).
4.4 Quality Control
Procedures.
5.2 Probe Cyclone and
Nozzle Combinations.
5.3 Cyclone Calibration
Procedure.
1. Applicability and Principle
1.1 Applicability.
This method
applies to the in-stack measurement of particulate matter (PM) emissions equal
to or less than an aerodynamic diameter of nominally 10 µm (PM10) from
stationary sources. The EPA recognizes that condensible emissions not collected
by an in-stack method are also PM10, and that emissions that contribute to
ambient PM10 levels are the sum of condensible emissions and emissions measured
by an in-stack PM10 method, such as this method or Method
201. Therefore, for establishing source contributions to ambient levels of
PM10, such as for emission inventory purposes, EPA suggests that source PM10
measurement include both in-stack PM10 and condensible emissions. Condensible
emissions may be measured by an impinger analysis in combination with this
method.
1.2 Principle.
A gas sample
is extracted at a constant flow rate through an in-stack sizing device, which
separates PM greater than PM10. Variations from isokinetic sampling conditions
are maintained within well-defined limits. The particulate mass is determined
gravimetrically after removal of uncombined water.
2. Apparatus
NOTE: Methods cited in this method are part of
40 CFR Part 60, Appendix A.
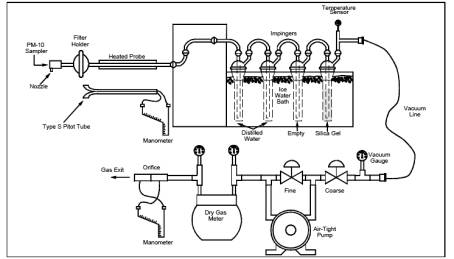
2.1 Sampling Train.
A schematic of
the Method 201A sampling train is shown in Figure 1. With the exception of the
PM10 sizing device and in-stack filter, this train is the same as an EPA Method 17 train.
Figure
1. Method 201A Sampling
Train
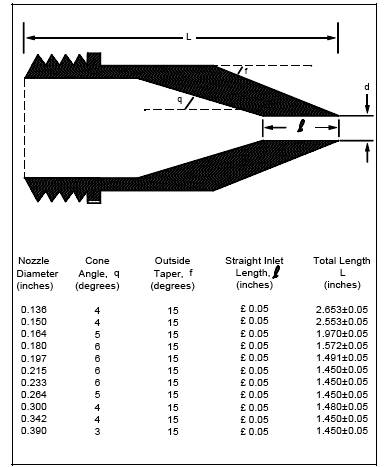
2.1.1 Nozzle.
Stainless steel (316 or equivalent) with a sharp tapered leading edge. Eleven
nozzles that meet the design specifications in Figure 2
are recommended. A large number of nozzles with small nozzle increments
increase the likelihood that a single nozzle can be used for the entire
traverse. If the nozzles do not meet the design specifications in Figure 2,
then the nozzles must meet the criteria in Section 5.2.
2.1.2 PM10
Sizer. Stainless steel (316 or equivalent), capable of determining the PM10
fraction. The sizing device shall be either a cyclone that meets the
specifications in Section 5.2 or a cascade impactor that has been calibrated
using the procedure in Section 5.4.
2.1.3 Filter
Holder. 63-mm, stainless steel. An Andersen filter, part number SE274, has been
found to be acceptable for the in-stack filter.
NOTE: Mention of trade names or specific
products does not constitute endorsement by the Environmental Protection
Agency.
2.1.4 Pitot
Tube. Same as in Method 5, Section 2.1.3. The pitot lines shall be made of heat
resistant tubing and attached to the probe with stainless steel fittings.
2.1.5 Probe
Liner. Optional, same as in Method 5, Section 2.1.2.
2.1.6
Differential Pressure Gauge, Condenser, Metering System, Barometer, and Gas
Density Determination Equipment. Same as in Method 5, Sections 2.1.4, and 2.1.7
through 2.1.10, respectively.
2.2 Sample Recovery.
2.2.1 Nozzle,
Sizing Device, Probe, and Filter Holder Brushes. Nylon bristle brushes with
stainless steel wire shafts and handles, properly sized and shaped for cleaning
the nozzle, sizing device, probe or probe liner, and filter holders.
Figure
2. Nozzle Design
Specification
2.2.2 Wash
Bottles, Glass Sample Storage Containers, Petri Dishes, Graduated Cylinder and
Balance, Plastic Storage Containers, Funnel and Rubber Policeman, and Funnel. Same
as in Method 5, Sections 2.2.2 through 2.2.8, respectively.
2.3 Analysis.
Same as in Method 5, Section 2.3.
3. Reagents
The reagents
for sampling, sample recovery, and analysis are the same as that specified in Method
5, Sections 3.1, 3.2, and 3.3, respectively.
4. Procedure
4.1 Sampling.
The complexity
of this method is such that, in order to obtain reliable results, testers
should be trained and experienced with the test procedures.
4.1.1 Pretest Preparation.
Same as in
Method 5, Section 4.1.1.
4.1.2 Preliminary Determinations.
Same as in
Method 5, Section 4.1.2, except use the directions on nozzle size selection and
sampling time in this method. Use of any nozzle greater that 0.16 in. in
diameter require a sampling port diameter of 6 inches. Also, the required
maximum number of traverse points at any location shall be 12.
4.1.2.1 The
sizing device must be in-stack or maintained at stack temperature during
sampling. The blockage effect of the CSR sampling assembly will be minimal if
the cross-sectional area of the sampling assemble is 3 percent or less of the
cross-sectional area of the duct. If the cross-sectional area of the assembly
is greater than 3 percent of the cross-sectional area of the duct, then either
determine the pitot coefficient at sampling conditions or use a standard pitot
with a known coefficient in a configuration with the CSR sampling assembly such
that flow disturbances are minimized.
4.1.2.2 The
setup calculations can be performed by using the following procedures.
4.1.2.2.1 In
order to maintain a cut size of 10 µm in the sizing device, the flow rate
through the sizing device must be maintained at a constant, discrete value
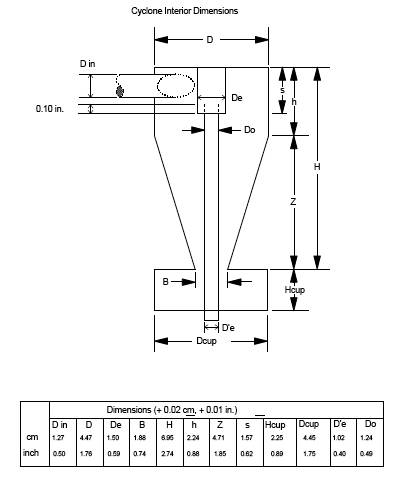
during the run. If the sizing device is a cyclone that meets the design
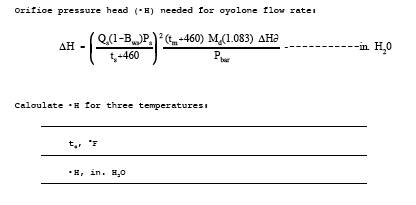
specifications in Figure 3, use the equations in
Figure 4 to calculate three orifice heads (•H): one at the average stack
temperature, and the other two at temperatures ±28˚C (±50˚F) of the average
stack temperature. Use the •H calculated at the average stack temperature as
the pressure head for the sample flow rate as long as the stack temperature
during the run is within 28˚C (50˚F) of the average stack temperature. If the
stack temperature varies by more than 28˚C (50˚F), then use the appropriate •H.
4.1.2.2.2 If
the sizing device is a cyclone that does not meet the design specifications in
Figure 3, use the equations in Figure 4, except use the procedures in Section
5.3 to determine QS , the correct cyclone flow rate for a 10 µm cut size.
4.1.2.2.3 To
select a nozzle, use the equations in Figure 5 to calculate •pmin and •pmax for
each nozzle at all three temperatures. If the sizing device is a cyclone that
does not meet the design specifications in Figure 3, the example worksheets can
be used.
4.1.2.2.4
Correct the Method 2 pitot readings to Method 201A pitot readings by
multiplying the Method 2 pitot readings by the square of a ratio of the Method
201A pitot coefficient to the Method 2 pitot coefficient.
Figure
3. Cyclone Design Specifications
Select the
nozzle for which •pmin and •pmax bracket all of the corrected Method 2 pitot
readings. If more than one nozzle meets this requirement, select the nozzle
giving the greatest symmetry. Note that if the expected pitot reading for one
or more points is near a limit for a chosen nozzle, it may be outside the
limits at the time of the run.
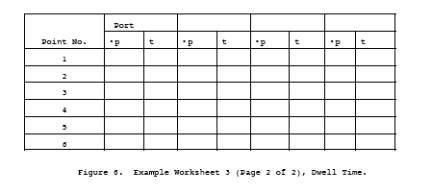
4.1.2.2.5 Vary
the dwell time, or sampling time, at each traverse point proportionately with
the point velocity. Use the equations in Figure 6 to calculate the dwell time
at the first point and at each subsequent point. It is recommended that the
number of minutes sampled at each point be rounded to the nearest 15 seconds.
4.1.3 Preparation of Collection Train.
Same as in
Method 5, Section 4.1.3, except omit directions about a glass cyclone.
4.1.4 Leak-Check Procedure.
The sizing
device is removed before the post-test leak-check to prevent any disturbance of
the collected sample prior to analysis.
4.1.4.1
Pretest Leak-Check. A pretest leak-check of the entire sampling train,
including the sizing device, is required. Use the leak-check procedure in
Method 5, Section 4.1.4.1 to conduct a pretest leak-check.
4.1.4.2
Leak-Checks During Sample Run. Same as in Method 5, Section 4.1.4.1.
4.1.4.3
Post-Test Leak-Check. A leak-check is required at the conclusion of each
sampling run. Remove the cyclone before the leak-check to prevent the vacuum
created by the cooling of the probe from disturbing the collected sample and
use the procedure in Method 5, Section 4.1.4.3 to conduct a post-test
leak-check.
4.1.5 Method 201A Train Operation.
Same as in
Method 5, Section 4.1.5, except use the procedures in this section for
isokinetic sampling and flow rate adjustment. Maintain the flow rate calculated
in Section 4.1.2.2.1 throughout the run provided the stack temperature is
within 28˚C (50˚F) of the temperature used to calculate •H. If stack
temperatures vary by more than 28˚C (50˚F), use the appropriate •H value
calculated in Section 4.1.2.2.1. Calculate the dwell time at each traverse
point as in Figure 6.
4.1.6 Calculation of Percent Isokinetic Rate and Aerodynamic Cut Size (D50 ).
Calculate
percent isokinetic rate and D50 (see Calculations, Section 6) to determine
whether the test was valid or another test run should be made. If there was
difficulty in maintaining isokinetic sampling rates within the prescribed
range, or if the D50 is not in its proper range because of source conditions,
the Administrator may be consulted for possible variance.
4.2 Sample Recovery.
If a cascade
impactor is used, use the manufacturer's recommended procedures for sample
recovery. If a cyclone is used, use the same sample recovery as that in Method
5, Section 4.2, except an increased number of sample recovery containers is
required.
4.2.1 Container
Number 1 (In-Stack
Filter). The recovery shall be the same as that for Container Number 1 in
Method 5, Section 4.2.
4.2.3 Container
Number 2 (Cyclone or
Large PM Catch). This step is optional. The anisokinetic error for the cyclone
PM is theoretically larger than the error for the PM10 catch. Therefore, adding
all the fractions to get a total PM catch is not as accurate as Method 5 or Method 201. Disassemble the cyclone and remove the
nozzle to recover the large PM catch. Quantitatively recover the PM from the
interior surfaces of the nozzle and cyclone, excluding the "turn
around" cup and the interior surfaces of the exit tube. The recovery shall
be the same as that for Container Number 2 in Method 5, Section 4.2.
4.2.4 Container
Number 3 (PM10).
Quantitatively recover the PM from all of the surfaces from the cyclone exit
to the front half of the in-stack filter holder, including the "turn
around" cup inside the cyclone and the interior surfaces of the exit tube.
The recovery shall be the same as that for Container Number 2 in Method 5,
Section 4.2.
4.2.6 Container
Number 4 (Silica Gel).
The recovery shall be the same as that for Container Number 3 in Method 5,
Section 4.2.
4.2.7 Impinger
Water. Same as in Method
5, Section 4.2, under "Impinger Water."
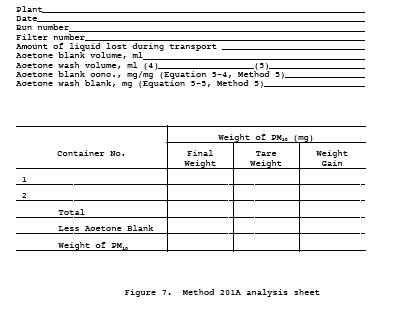
4.3 Analysis.
Same as in
Method 5, Section 4.3, except handle Method 201A Container Number 1 like
Container Number 1, Method 201A Container Numbers 2 and 3 like Container Number
2, and Method 201A Container Number 4 like Container Number 3. Use Figure 7 to
record the weights of PM collected. Use Figure 5-3 in Method 5, Section 4.3, to
record the volume of water collected.
4.4 Quality Control Procedures.
Same as in
Method 5, Section 4.4.
5. Calibration
Maintain an
accurate laboratory log of all calibrations.
5.1 Probe Nozzle, Pitot Tube, Metering System, Probe Heater Calibration, Temperature Gauges, Leak-check of Metering System, and Barometer.
Same as in
Method 5, Section 5.1 through 5.7, respectively.
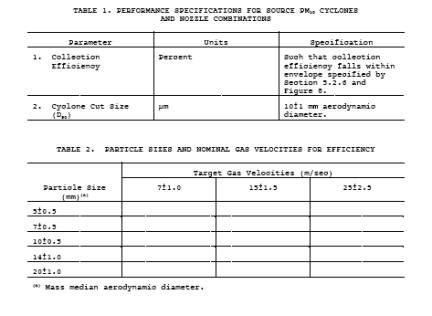
5.2 Probe Cyclone and Nozzle Combinations.
The probe
cyclone and nozzle combinations need not be calibrated if both meet design
specifications in Figures 2 and 3. If the nozzles do not meet design
specifications, then test the cyclone and nozzle combinations for conformity
with performance specifications (PS's) in Table 1. If the cyclone does not meet
design specifications, then the cyclone and nozzle combination shall conform to
the PS's and calibrate the cyclone to determine the relationship between flow
rate, gas viscosity, and gas density. Use the procedures in Section 5.2 to
conduct PS tests and the procedures in Section 5.3 to calibrate the cyclone.
The purpose of the PS tests are to confirm that the cyclone and nozzle
combination has the desired sharpness of cut. Conduct the PS tests in a wind
tunnel described in Section 5.2.1 and particle generation system described in
Section 5.2.2. Use five particle sizes and three wind velocities as listed in
Table 2. A minimum of three replicate measurements of collection efficiency
shall be performed for each of the 15 conditions listed, for a minimum of 45
measurements.
5.2.1 Wind
Tunnel. Perform the calibration and PS tests in a wind tunnel (or equivalent
test apparatus) capable of establishing and maintaining the required gas stream
velocities within 10 percent.
5.2.2 Particle
Generation System. The particle generation system shall be capable of producing
solid mono-dispersed dye particles with the mass median aerodynamic diameters
specified in Table 2. Perform the particle size distribution verification on an
integrated sample obtained during the sampling period of each test. An
acceptable alternative is to verify the size distribution of samples obtained
before and after each test, with both samples required to meet the diameter and
mono-dispersity requirements for an acceptable test run.
5.2.2.1
Establish the size of the solid dye particles delivered to the test section of the
wind tunnel by using the operating parameters of the particle generation
system, and verify them during the tests by microscopic examination of samples
of the particles collected on a membrane filter. The particle size, as
established by the operating parameters of the generation system, shall be
within the tolerance specified in Table 2. The precision of the particle size
verification technique shall be at least ±0.5 µm, and particle size determined
by the verification technique shall not differ by more than 10 percent from
that established by the operating parameters of the particle generation system.
5.2.2.2.
Certify the mono-dispersity of the particles for each test either by
microscopic inspection of collected particles on filters or by other suitable
monitoring techniques such as an optical particle counter followed by a
multi-channel pulse height analyzer. If the proportion of multiplets and
satellites in an aerosol; exceeds 10 percent by mass, the particle generation
system is unacceptable for the purpose of this test. Multiplets are particles
that are agglomerated, and satellites are particles that are smaller than the
specified size range.
5.2.3
Schematic Drawings. Schematic drawings of the wind tunnel and blower system and
other information showing complete procedural details of the test atmosphere
generation, verification, and delivery techniques shall be furnished with
calibration data to the reviewing agency.
5.2.4 Flow
Measurements. Measure the cyclone air flow rates with a dry gas meter and a
stopwatch, or a calibrated orifice system capable of measuring flow rates to
within 2 percent.
5.2.5
Performance Specification Procedure. Establish test particle generator
operation and verify particle size microscopically. If mono-dispersity is to be
verified by measurements at the beginning and the end of the run rather than by
an integrated sample, these measurements may be made at this time.
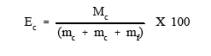
5.2.5.1 The
cyclone cut size, or D50, of a cyclone is defined here as the particle size
having a 50 percent probability of penetration. Determine the cyclone flow rate
at which D50 is 10 µm. A suggested procedure is to vary the cyclone flow rate
while keeping a constant particle size of 10 µm. Measure the PM collected in
the cyclone (mc), the exit tube (mt), and the filter (mf). Calculate cyclone
efficiency (Ec) for each flow rate as follows:
5.2.5.2 Do
three replicates and calculate the average cyclone efficiency [Ec(avg)] as
follows:
![]()
where E1, E2,
and E3 are replicate measurements of Ec
5.2.5.3 Calculate
the standard deviation (•) for the replicate measurements of Ec as follows:
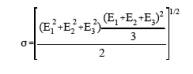
If • exceeds
0.10, repeat the replicated runs.
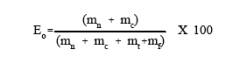
5.2.5.4
Measure the overall efficiency of the cyclone and nozzle, Eo at the particle
sizes and nominal gas velocities in Table 2 using the following procedure.
5.2.5.5 Set
the air velocity and particle size from one of the conditions in Table 2.
Establish isokinetic sampling conditions and the correct flow rate in the
cyclone (obtained by procedures in this section) such that the D50 is 10 µm.
Sample long enough to obtain ±5 percent precision on total collected mass as
determined by the precision and the sensitivity of measuring technique.
Determine separately the nozzle catch (mn), cyclone catch (mc), cyclone exit
tube (Mt), and collection filter catch (mf) for each particle size and nominal
gas velocity in Table 2. Calculate overall efficiency (Eo) as follows:
5.2.5.6 Do
three replicates for each combination of gas velocity and particle size in
Table 2. Use the equation below to calculate the average overall efficiency
[Eo(avg)] for each combination following the procedures described in this
section for determining efficiency.
![]()
where E1, E2,
and E3 are replicate measurements of Eo
5.2.5.7 Use
the formula in Section 5.2.5.3 to calculate • for the replicate measurements.
If • exceeds 0.10 or if the particle sizes and nominal gas velocities are not
within the limits specified in Table 2, repeat the replicate runs.
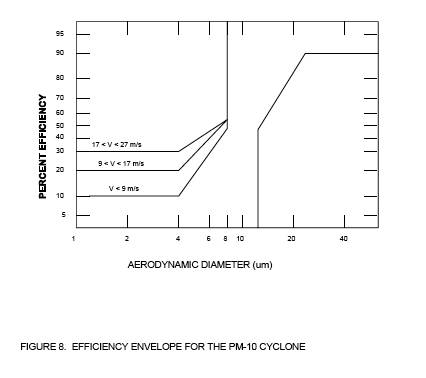
5.2.6 Criteria
for Acceptance. For each of the three gas stream velocities, plot the Eo(avg)
as a function of particle size on Figure 8. Draw smooth curves through all
particle sizes. Eo(avg) shall be within the banded region for all sizes, and
the Ec(avg) shall be 50 ± 0.5 percent at 10 µm.
5.3 Cyclone Calibration Procedure.
The purpose of
this procedure is to develop the relationship between flow rate, gas viscosity,
gas density, and D50.
5.3.1
Calculate Cyclone Flow Rate. Determine flow rates and D50 's for three different
particle sizes between 5 µm and 15 µm, one of which shall be 10 µm. All sizes
must be determined within 0.5 µm. For each size, use a different temperature
within 60˚C (108˚F) of the temperature at which the cyclone is to be used and
conduct triplicate runs. A suggested procedure is to keep the particle size
constant and vary the flow rate.
5.3.1.1 On
log-log graph paper, plot the Reynolds number (Re) on the abscissa, and the
square root of the Stokes 50 number [(Stk50)1/2] on the ordinate
for each temperature. Use the following equations to compute both values:

where:
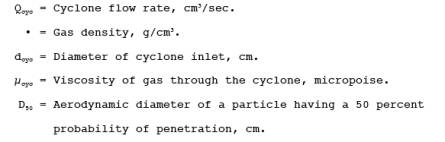
5.3.1.2 Use a
linear regression analysis to determine the slope (m) and the Y-intercept (b).
Use the following formula to determine Q, the cyclone flow rate required for a
cut size of 10 µm.
![]()
where:

5.3.1.3 Refer
to the Method 201A operators manual, entitled Application Guide for Source
PM10 Measurement with Constant Sampling
Rate, for directions in
the use of this equation for Q in the setup calculations.
5.4 Cascade Impactor.
The purpose of
calibrating a cascade impactor is to determine the empirical constant (Stk50),
which is specific to the impactor and which permits the accurate determination
of the cut sizes of the impactor stages at field conditions. It is not necessary
to calibrate each individual impactor. Once an impactor has been calibrated,
the calibration data can be applied to other impactors of identical design.
5.4.1 Wind
Tunnel. Same as in Section 5.2.1.
5.4.2 Particle
Generation System. Same as in Section 5.2.2.
5.4.3 Hardware
Configuration for Calibrations. An impaction stage constrains an aerosol to
form circular or rectangular jets, which are directed toward a suitable
substrate where the larger aerosol particles are collected. For calibration
purposes, three stages of the cascade impactor shall be discussed and
designated calibration stages 1, 2, and 3. The first calibration stage consists
of the collection substrate of an impaction stage and all upstream surfaces up
to and including the nozzle. This may include other preceding impactor stages.
The second and third calibration stages consist of each respective collection
substrate and all upstream surfaces up to but excluding the collection
substrate of the preceding calibration stage. This may include intervening
impactor stages which are not designated as calibration stages. The cut size,
or D50, of the adjacent calibration stages shall differ by a factor of not less
than 1.5 and not more than 2.0. For example, if the first calibration stage has
a D50 of 12 µm, then the D50 of the downstream stage shall be between 6 and 8
µm.
5.4.3.1 It is
expected, but not necessary, that the complete hardware assembly will be used
in each of the sampling runs of the calibration and performance determinations.
Only the first calibration stage must be tested under isokinetic sampling
conditions. The second and third calibration stages must be calibrated with the
collection substrate of the preceding calibration stage in place, so that gas
flow patterns existing in field operation will be simulated.
5.4.3.2 Each
of the PM10 stages should be calibrated with the type of collection substrate,
viscid material (such as grease) or glass fiber, used in PM10 measurements.
Note that most materials used as substrates at elevated temperatures are not
viscid at normal laboratory conditions. The substrate material used for
calibrations should minimize particle bounce, yet be viscous enough to
withstand erosion or deformation by the impactor jets and not interfere with
the procedure for measuring the collected PM.
5.4.4
Calibration Procedure. Establish test particle generator operation and verify
particle size microscopically. If mono-dispersity is to be verified by
measurements at the beginning and the end of the run rather than by an
integrated sample, these measurements shall be made at this time. Measure in
triplicate the PM collected by the calibration stage (m) and the PM on all
surfaces downstream of the respective calibration stage (m') for all of the
flow rates and particle size combinations shown in Table 2. Techniques of mass
measurement may include the use of a dye and spectrophotometer. Particles on
the upstream side of a jet plate shall be included with the substrate
downstream, except agglomerates of particles, which shall be included with the
preceding or upstream substrate. Use the following formula to calculate the
collection efficiency (E) for each stage.
5.4.4.1 Use
the formula in Section 5.2.5.3 to calculate the standard deviation (•) for the
replicate measurements. If • exceeds 0.10, repeat the replicate runs.
5.4.4.2 Use
the following formula to calculate the average collection efficiency (Eavg )
for each set of replicate measurements.
![]()
where E1, E2,
and E3 are replicate measurements of E.
5.4.4.3 Use
the following formula to calculate Stk for each Eavg.
5.4.4.4
Determine Stk50 for each calibration stage by plotting Eavg versus Stk on
log-log paper. Stk50 is the Stk number at 50 percent efficiency. Note that particle
bounce can cause efficiency to decrease at high values of Stk. Thus, 50 percent
efficiency can occur at multiple values of Stk. The calibration data should
clearly indicate the value of Stk50 for minimum particle bounce. Impactor
efficiency versus Stk with minimal particle bounce is characterized by a
monotonically increasing function with constant or increasing slope with
increasing Stk.
5.4.4.5 The
Stk50 of the first calibration stage can potentially decrease with decreasing
nozzle size. Therefore, calibrations should be performed with enough nozzle
sizes to provide a measured value within 25 percent of any nozzle size used in
PM10 measurements.
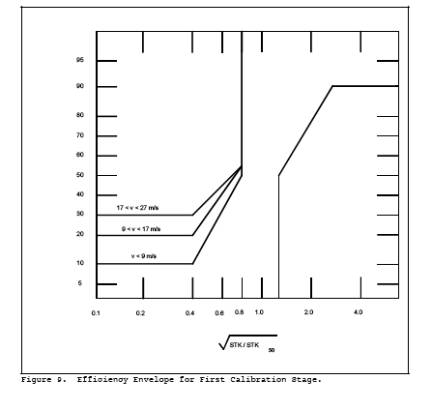
5.4.5 Criteria
For Acceptance. Plot Eavg for the first calibration stage versus the square
root of the ratio of Stk to Stk50 on Figure 9. Draw a smooth
curve through all of the points. The curve shall be within the banded region.
6. Calculations
6.1
Nomenclature.
6.2 Analysis
of Cascade Impactor Data. Use the manufacturer's recommended procedures to
analyze data from cascade impactors.
6.3 Analysis
of Cyclone Data. Use the following procedures to analyze data from a single
stage cyclone.
6.3.1 PM
Weight. Determine the PM10 catch in the PM10 range from the sum of the weights
obtained from Container Numbers 1 and 3 less the acetone blank.
6.3.2 Total PM
Weight (optional). Determine the PM catch for greater than PM10 from the weight
obtained from Container Number 2 less the acetone blank, and add it to the PM10
weight.
6.3.3 PM10
Fraction. Determine the PM10 fraction of the total particulate weight by
dividing the PM10 particulate weight by the total particulate weight.
6.3.4
Aerodynamic Cut Size. Calculate the stack gas viscosity as follows:
![]()
6.3.4.1 The PM10
flow rate, at actual cyclone conditions, is calculated as follows:

6.3.4.2
Calculate the molecular weight on a wet basis of the stack gas as follows:
![]()
6.3.4.3
Calculate the actual D50 of the cyclone for the given conditions as follows:
![]()
6.3.5
Acceptable Results. The results are acceptable if two conditions are met. The
first is that 9.0 µm ≤ D50 ≤ 11.0 µm. The second is that no sampling points are
outside •pmin and •pmax, or that 80 percent ≤ I ≤ 120 percent and no more than
one sampling point is outside •pmin and •pmax. If D50 is
less than 9.0 µm, reject the results and repeat the test.
7. Bibliography
1. Same as
Bibliography in Method 5.
2. McCain,
J.D., J.W. Ragland, and A.D. Williamson. Recommended Methodology for the
Determination of Particle Size Distributions in Ducted Sources, Final Report.
Prepared for the California Air Resources Board by Southern Research Institute.
May 1986.
3. Farthing,
W.E., S.S. Dawes, A.D. Williamson, J.D. McCain, R.S. Martin, and J.W. Ragland. Development
of Sampling Methods for Source PM10 Emissions.
Southern Research Institute for the Environmental Protection Agency. April
1989. NTIS PB 89 190375, EPA/600/3-88-056.
4. Application
Guide for Source PM10
Measurement with
Constant Sampling Rate, EPA/600/3-88-057.

![]()


![]()